The difference between Pressure Swing Adsorption (PSA) and Temperature Swing Adsorption (TSA) lies in their working principles and purification methods. PSA uses pressure changes to separate gases. TSA uses temperature changes. The table below lists the main differences between PSA and TSA:
| Feature | Pressure Swing Adsorption (PSA) | Thermal Swing Adsorption (TSA) |
|---|---|---|
| Definition | Uses pressure changes to catch bad stuff in the gas. | Uses temperature changes to catch bad stuff in the gas. |
| Operational Principle | A dirty gas goes in at high pressure, then pressure drops to clean it. | A gas goes in at low temperature, then gets heated to clean it. |
| Regeneration Method | Drops the pressure, sometimes uses a vacuum (VPSA). | Heats with a clean gas stream. |
| Applications | Used in oxygen plants and places that dry out ethanol. | Used in cold oxygen plants and places that dry out natural gas. |
| Advantages | Stops the sieve from getting too hot, so it works well. | Removes more bad stuff because it uses high heat. |
Many companies prefer to use PSA technology for nitrogen production. In 2024, PSA systems held approximately 60% of the global market share. PSA technology is developing rapidly due to its superior performance and lower cost. Understanding the differences between PSA and TSA helps in choosing the appropriate technology for your plant’s gas production.
Key Takeaways
- PSA utilizes pressure changes to rapidly separate gases, making it ideal for nitrogen production in plants. TSA uses heat to clean the adsorbent, making it highly effective when high-purity gases are required. It also helps remove stubborn impurities. PSA systems operate at room temperature, saving energy and costs. TSA requires more energy due to the need for heating and cooling. You can choose between PSA or TSA based on your needs. Consider gas purity, required speed, and type of contaminants. Both PSA and TSA have their advantages, but PSA is faster. TSA technology provides more efficient nitrogen for high-purity applications.
PSA & TSA:Regeneration Method
PSA Regeneration Method
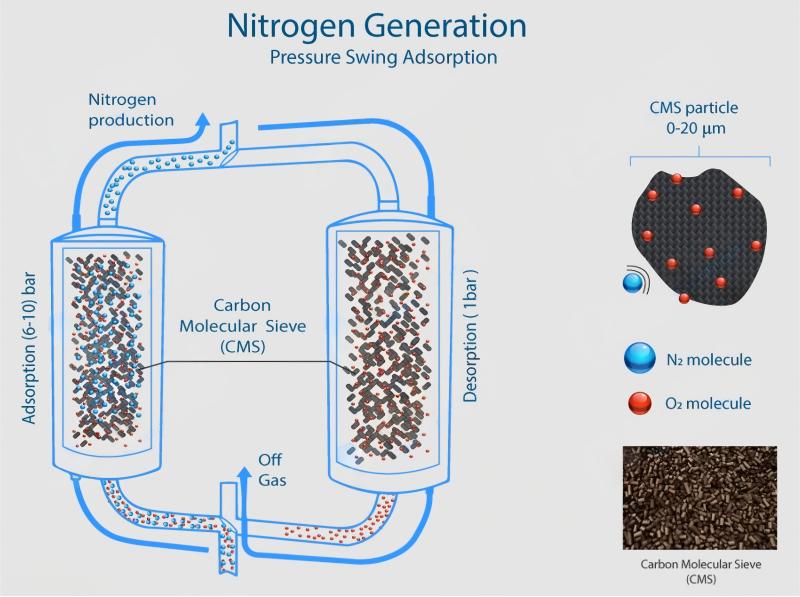
Pressure Swing Adsorption (PSA) uses pressure changes to separate gases. YUANHAO carbon molecular sieves are ideal for nitrogen production. PSA systems involve multiple steps that contribute to stable and rapid nitrogen production. The PSA (Pressure Aeration System) works as follows:
- The system compresses and purifies the air.
- The clean air enters the adsorption tower. Nitrogen remains inside the tower, while oxygen is expelled.
- The pressure decreases, and nitrogen flows out.
- Two adsorption towers operate alternately, ensuring a continuous supply of nitrogen.
YUANHAO carbon molecular sieves enable PSA systems to produce nitrogen with purities ranging from 95% to 99.9%. These molecular sieves are highly efficient and have a long service life. The advantages of PSA include:
- PSA operates at room temperature, resulting in lower energy consumption.
- Rapid process changeover leads to faster production speeds.
- PSA systems can be customized to meet the specific needs of different plants.
TSA Regeneration Method
Thermal pressure swing adsorption (TSA) uses heat to clean the adsorbent. TSA releases adsorbed gases by heating the adsorbent. The process begins with gas entering the adsorbent at a low temperature. The system then heats the adsorbent, causing unwanted gases and impurities to escape.
PSA & TSA:Operating Speed/Cycle Time
PSA Operating Speed/Cycle Time
PSA systems operate very quickly in plants. Cycle times are short, ranging from seconds to minutes. This allows for continuous plant production without downtime. PSA switches very quickly between different steps. Therefore, nitrogen production can be almost continuous.
PSA cycle times are very short, only seconds or minutes, allowing plants to operate continuously.
Plants prefer PSA because it produces more nitrogen and saves time. The short cycle time allows workers to switch systems for different jobs. PSA uses carbon molecular sieves (such as YUANHAO’s carbon molecular sieves) to quickly and efficiently separate gases. The rapid cycle is why PSA is widely used in nitrogen production.
- PSA cycles last only seconds to minutes.
- Short cycles help factories make more nitrogen and work better.
TSA Operating Speed/Cycle Time
TSA uses heat to clean the adsorbent. TSA has a longer run time than PSA because it requires additional time for heating and cooling. These steps help remove stubborn impurities, resulting in high-purity gas. TSA is the best choice when plants require ultra-pure gas or must remove trace amounts of harmful substances.
TSA is suitable for gases with low impurity content. Longer cycle times help remove stubborn impurities. Plants that prioritize purity over speed will choose TSA. The TSA regeneration process includes heating and cooling steps to ensure the safety and good performance of the adsorbent.
| Factor | Description |
|---|---|
| Operating Temperature | Changes how well the sieve works and how much it can hold. |
| Partial Pressure of Impurities | Affects how much and how fast the sieve can catch bad stuff. |
| Flowrate | Changes how fast gases move and how the sieve is built. |
| Pressure Drop Constraints | Affects how gases flow and how well the process works. |
| Type of Molecular Sieve | Different types (3A, 4A, 5A, 13X) catch different impurities. |
| Regeneration Phase Design | Heating and cooling times are important to keep the sieve strong. |
Factories need to think about these things when picking PSA or TSA. The best choice depends on how fast they need gas and how clean it must be.
PSA & TSA:Contaminant Concentration
PSA Contaminant Concentration
Pressure Swing Adsorption (PSA) requires clean gas to function effectively. The presence of contaminants in the gas reduces PSA efficiency. Operators must check the gas for water, oil, dust, and other impurities. These impurities can damage the carbon molecular sieve, reducing nitrogen purity.
- Water can enter the molecular sieve, reducing its efficiency and altering the oxygen content.
- Oil can clog the molecular sieve, making gas separation difficult and changing the oxygen content.
- Dust and other impurities can damage the molecular sieve, leading to unstable oxygen output.
PSA systems can produce gases with extremely high purity, reaching 99.999% or even 99.9999%. This is crucial for semiconductor manufacturing and PEM fuel cells. Removing impurities helps PSA achieve stable and good separation results.
TSA Contaminant Concentration
Thermal Pressure Swing Adsorption (TSA) uses heat to clean the adsorbent. TSA treats contaminants differently than PSA. It removes stubborn impurities by heating the adsorbent. This method is best suited for gases with low impurity content and situations requiring extremely high gas purity.
Thermal adsorption (TSA) is highly effective at removing substances that require high temperatures. Those using hydrogen often require gases with a purity of up to 99.9999%. TSA can provide the purity needed for these demanding applications. The electronics industry, specialty gas manufacturers, and laboratories use TSA when ultrapure gases are required.
Factories pick PSA or TSA by looking at what and how much is in their gas. PSA is good for quick work and when purity does not have to be perfect. TSA is better for jobs that need super pure gas and must remove things that PSA cannot.
PSA & TSA:Energy and Temperature
PSA Energy and Temperature
Pressure Swing Adsorption (PSA) uses pressure changes to separate gases. These systems typically operate at room temperature, contributing to energy savings. Most plants choose PSA because it requires no additional heating or cooling, simplifying the process and reducing costs. PSA’s energy comes from a compressor that supplies air to the system. While electricity costs may be higher than heat, PSA’s energy consumption is still lower than other methods.
| System Type | Energy Consumption (kWh/tCO₂) | Cost Implications |
|---|---|---|
| PSA/VSA | 400–800 | Higher electricity costs compared to thermal energy |
The adsorption capacity of carbon molecular sieves depends on air temperature and humidity. If the air is very humid, the adsorption capacity of the molecular sieve decreases. Plants may need to dry the air first. This step can increase energy consumption by 15%–25%. Temperature variations also reduce process stability.
PSA works best when the temperature is stable and the air is dry. This reduces energy consumption and helps generate more nitrogen.
TSA Energy and Temperature
TSA uses heat to clean the adsorbent. TSA requires more energy than PSA because it needs to heat and cool the adsorption bed. Most of this energy comes from sources such as steam or hot air. TSA is superior in some applications because of its lower energy consumption. This helps plants save costs and reduce pollution.
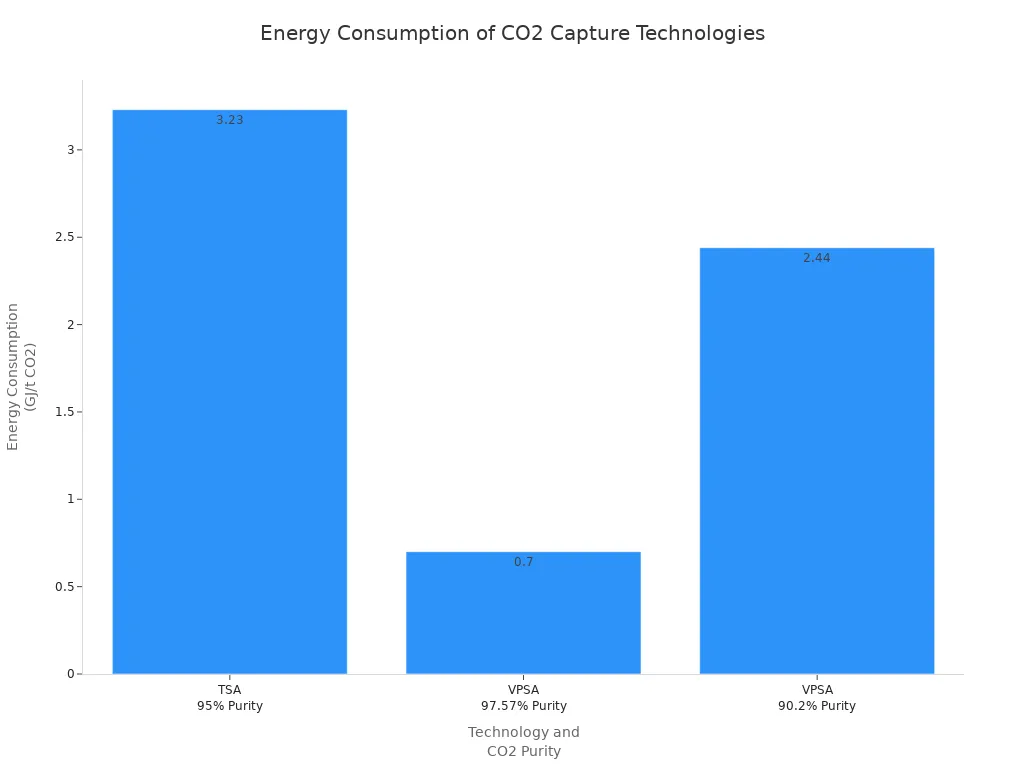
| System | Energy Efficiency (kWh/tCO2) | Cost ($/tCO2) |
|---|---|---|
| TSA | 0.7–1.3 | 100–200 |
| HT-Aq | 1.4–2.3 | 250–500 |
TSA can handle high-load adsorption tasks, but it operates at a slower rate due to the need for heating and cooling. Like PSA, high humidity and temperature variations also reduce the stability of TSA. Plants must control these factors to ensure proper TSA operation.
- TSA requires more energy for heating and cooling.
- Over time, lower energy consumption means lower costs and less pollution.
PSA & TSA:Applications

PSA Applications
Pressure Swing Adsorption (PSA) technology plays a crucial role in gas purification and separation. Many companies utilize PSA technology to produce nitrogen for a variety of applications. PSA technology is fast-responding and suitable for both small and large plants. This technology helps maintain food freshness, prevent metal from rusting, and improve the safety of chemical production.
| Application Area | Description |
|---|---|
| Food Transportation | Used to stop food from going bad during shipping. |
| Food & Beverage Packaging | Used in special packaging to keep food fresh. |
| Chemical Processing | Used to keep chemicals safe and stable. |
| Electronics Soldering | Makes a safe space so parts do not rust when soldering. |
| Pharmaceutical Manufacturing | Keeps the air clean to stop germs from getting in. |
| Metallurgical Processes | Stops metals from rusting when they are heated or joined. |
| Petroleum Industry | Makes a safe space to stop explosions. |
| Electronics Industry | Stops tiny parts from rusting. |
PSA systems can be made bigger for large factories. Engineers can change the size of columns and how fast gas moves. Bigger PSA machines can make more nitrogen if they control speed and heat well.
PSA gives fast nitrogen, can be made in many sizes, and keeps gases pure for lots of jobs.
TSA Applications
TSA stands for Thermal Pressure Swing Adsorption. This method uses heat to clean the adsorbent and remove impurities. TSA is best suited for applications requiring high-purity gases or the removal of stubborn substances. Many plants choose TSA when purity is more important than speed.
| Industry | Application of Nitrogen |
|---|---|
| Pharmaceuticals | Used to make and keep medicine safe. |
| Chemicals | Needed for making chemicals. |
| Food Processing | Helps pack and keep food fresh. |
| Steel | Used when making steel. |
TSA systems help large plants separate gases. They help companies comply with stringent regulations and ensure worker safety. TSA also enables plants to adopt new methods for troubleshooting, increasing trust in the process.
- Thermal Adsorption (TA) provides high-purity nitrogen and is suitable for specialized applications.
- It can remove small amounts of impurities and meet evolving needs.
Factories choose between Pressure Sensitive Adsorption (PSA) and Thermal Adsorption (TSA) based on their specific gas purification and separation requirements. Both have their advantages and are suitable for different applications and factories.
PSA and TSA each have their strengths in gas separation. PSA is ideal when high-purity nitrogen is needed quickly, while TSA excels at removing stubborn impurities. When selecting a nitrogen generator, businesses should consider the following factors:
- How many contaminants are in the gas
- How long each cycle takes
- How much energy the system uses
- How hard the system is to run
- How pure the gas must be
| Feature | PSA | TSA |
|---|---|---|
| Purity Level | Makes very pure nitrogen | Takes out tiny impurities |
| Cycle Time | Works fast | Takes more time |
| Heat Requirement | Does not need heat | Needs heat |
New technologies are driving the continuous improvement and rapid development of pressure-sensitive adhesive technology. These improvements result in better performance and longer service life for pressure-sensitive adhesive systems. Businesses should choose the system that best suits their needs to achieve ideal results.



